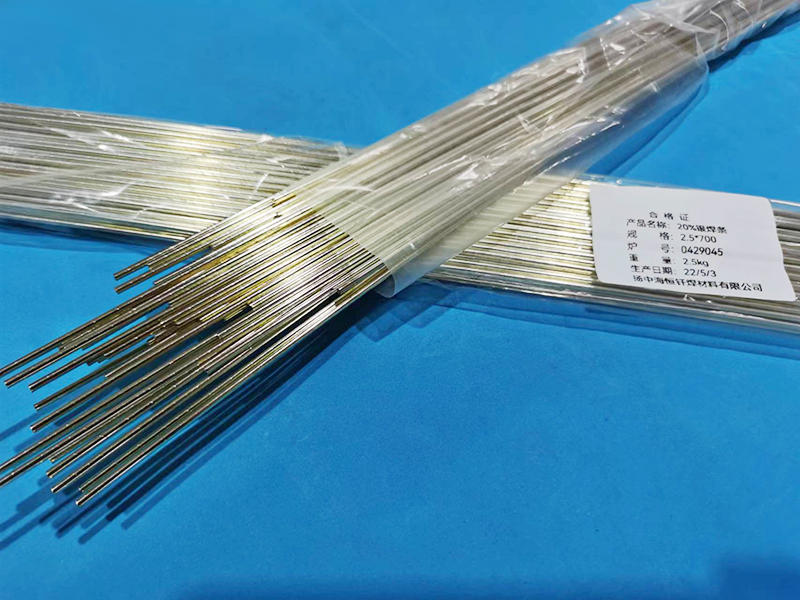
银焊条介绍
银焊条是一类以银为主要合金成分,搭配铜、锌、镉、锡等金属制成的硬钎焊材料,核心用于金属工件的钎焊连接 —— 通过加热使焊条熔化(熔点低于母材),填充到母材间隙中并形成冶金结合,实现不同金属的牢固连接。其核心优势是润湿性好、焊缝强度高、导电性优异、耐腐蚀性强,广泛应用于制冷、航空航天、电子电器、五金卫
了解详情


银焊条是一类以银为主要合金成分,搭配铜、锌、镉、锡等金属制成的硬钎焊材料,核心用于金属工件的钎焊连接 —— 通过加热使焊条熔化(熔点低于母材),填充到母材间隙中并形成冶金结合,实现不同金属的牢固连接。其核心优势是润湿性好、焊缝强度高、导电性优异、耐腐蚀性强,广泛应用于制冷、航空航天、电子电器、五金卫
了解详情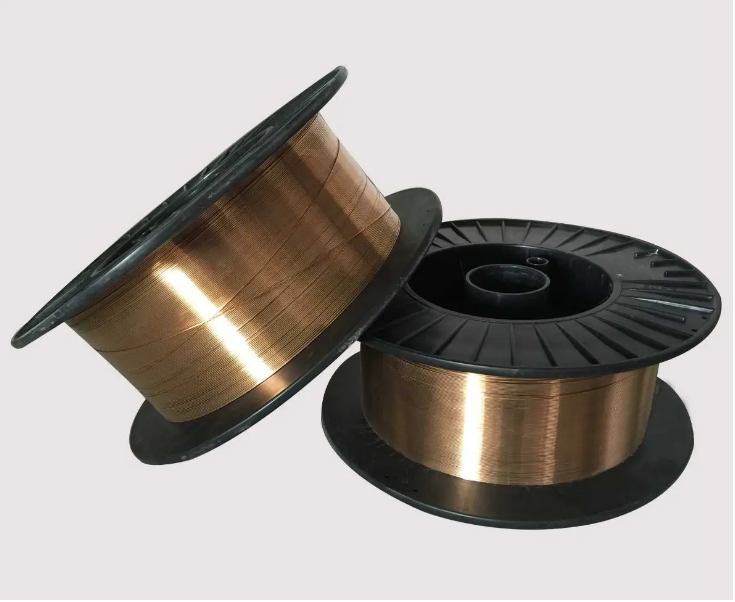
铜焊丝的焊接工艺需匹配焊丝类型、母材厚度及使用工况,核心工艺分为熔焊类和钎焊类,其中熔焊类应用广,具体工艺及适配要求如下:TIG 焊(钨极氩弧焊)工艺原理:利用钨极与母材间的电弧产生高温,熔化铜焊丝和母材形成熔池,同时氩气持续保护熔池和电弧区域,防止铜氧化生成脆性氧化铜。适配焊丝:所有类型铜焊丝(纯
了解详情冶金相容性好焊丝成分与母材匹配度高,熔化后能与母材形成均匀的焊缝组织,避免产生裂纹、气孔等缺陷,保证焊缝力学性能与母材接近。功能性突出不同类型焊丝可满足差异化需求:纯铜焊丝保障导电性,铝青铜焊丝强化耐磨性,硅青铜焊丝降低焊接裂纹风险,适配不同工况的使用要求。适配多种焊接场景既能用于铜及铜合金的同质焊
了解详情冶金相容性好焊丝成分与母材匹配度高,熔化后能与母材形成均匀的焊缝组织,避免产生裂纹、气孔等缺陷,保证焊缝力学性能与母材接近。功能性突出不同类型焊丝可满足差异化需求:纯铜焊丝保障导电性,铝青铜焊丝强化耐磨性,硅青铜焊丝降低焊接裂纹风险,适配不同工况的使用要求。适配多种焊接场景既能用于铜及铜合金的同质焊
了解详情铜焊丝需匹配对应的焊接工艺,不同工艺的适配性和焊接效果差异较大,常见工艺如下:TIG 焊(钨极氩弧焊)是铜及铜合金焊接的主流工艺,适配所有类型铜焊丝。焊接时氩气保护熔池,避免氧化,焊缝成型美观、质量稳定,尤其适合薄板、精密件焊接(如制冷铜管、电子元件引脚)。MIG 焊(熔化极气体保护焊)采用大电流熔
了解详情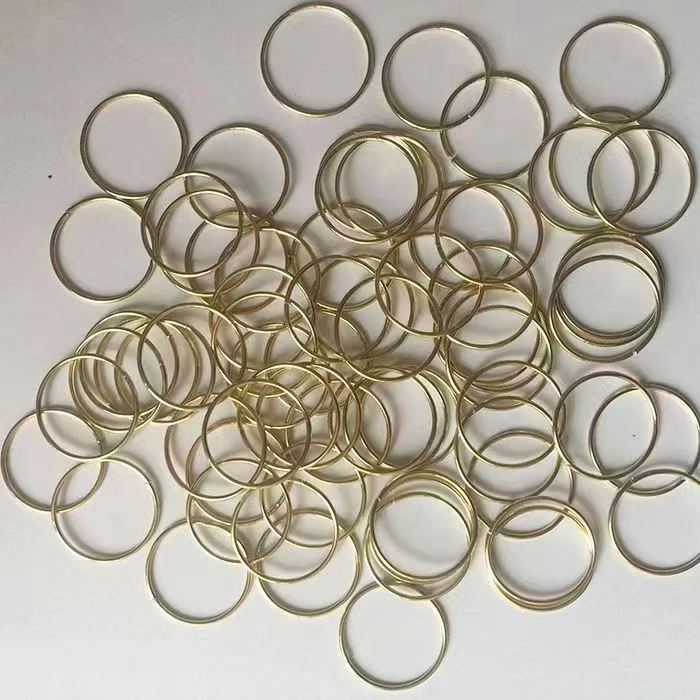
传统钎焊常因钎料溢出、助焊剂残留导致后续清理工作量大,而铜焊环可大幅减少这一环节的成本:钎料无多余溢出,减少打磨工时:如前所述,铜焊环的用量匹配接缝间隙,熔化后仅填充间隙,基本无多余钎料溢出形成焊瘤,无需后续人工打磨(传统钎焊约 30% 的工时用于清理焊瘤),节省加工成本。助焊剂残留少且易清除:带助
了解详情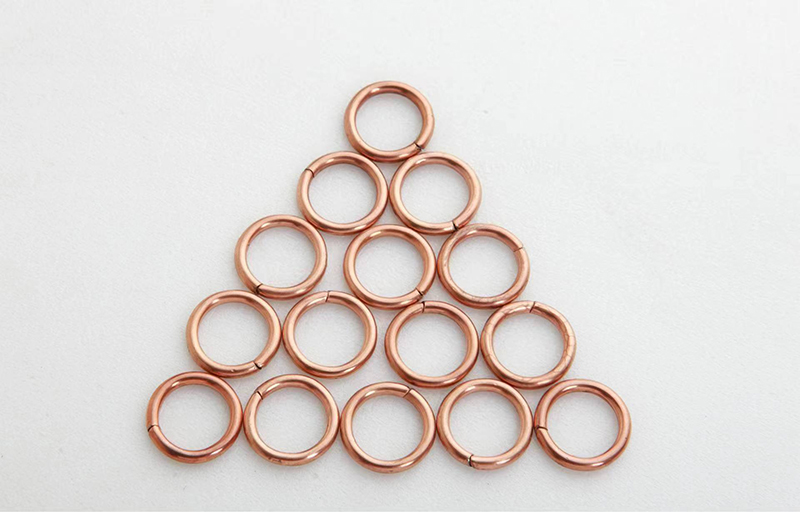
铜焊环的铜基钎料特性(如不同铜合金成分)与灵活的外形设计,使其可覆盖多种焊接需求:兼容多材质焊接,应用范围广:铜焊环的核心成分多为铜锌合金(黄铜焊环)、铜磷合金(磷铜焊环)、铜镍合金(白铜焊环)等,可适配不同母材组合:磷铜焊环:无需额外添加助焊剂,可直接焊接铜与铜、铜与银,常用于精密电子(如铜制接线
了解详情
铜焊环通过 “控量” 与 “均匀填缝”,从源头保障了钎焊连接的可靠性,降低气孔、未焊透、钎料不足等缺陷:钎料用量,避免浪费与缺陷:传统钎焊的钎料用量依赖人工经验,多了易导致钎料溢出(形成焊瘤,需后续打磨),少了则无法填满接缝(导致密封漏点);铜焊环的重量、截面积均按 “接缝间隙填充量” 设计,钎料熔
了解详情
铜焊环的 “预成型” 结构从根本上解决了传统钎料需人工裁剪、定位的痛点,尤其适合自动化或批量生产场景:无需现场裁剪,减少准备工时:传统钎焊需根据焊接部位尺寸,人工裁剪丝状或片状钎料,不仅耗时,还易因尺寸偏差导致钎料浪费;铜焊环则按焊接需求(如管径、接头间隙)预先制成固定规格(如圆形、方形、马蹄形),
了解详情
铜焊环是一种用于焊接工艺的辅助材料,广泛应用于制冷、空调、汽车及电子等领域。其核心功能是在焊接过程中提供均匀的填充金属,确保焊缝的强度与密封性,同时简化焊接操作,提高焊接效率。核心特点焊接性能好:采用高纯度铜材料制造,熔化均匀,能够有效填充焊缝,确保焊接接头的强度与密封性。操作便捷:预制成环状结构,
了解详情